公司簡介
企業(yè)文化
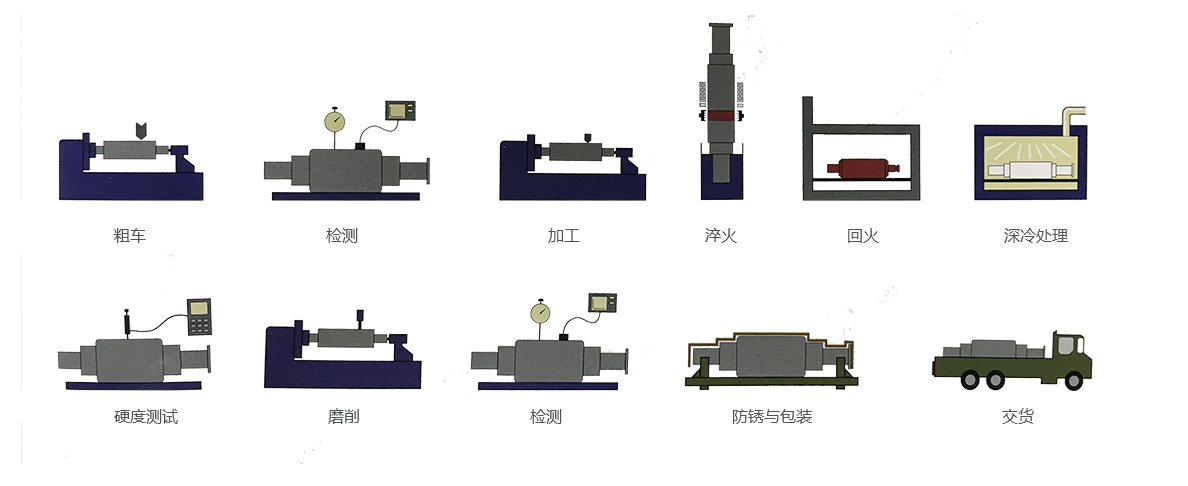
工藝流程
檢測設(shè)備
工作輥
中間輥
支撐輥
平整輥
拉矯輥
軋輥鑲套
冶金行業(yè)
電力行業(yè)
化工行業(yè)
電子機械
公司新聞
行業(yè)新聞
常見問題
聯(lián)系我們
江蘇省無錫市新吳區(qū)旺鴻路13-3號
0510-85360899
wxmingchang@163.com
友情鏈接













 江蘇省無錫市新吳區(qū)旺鴻路13-3號
江蘇省無錫市新吳區(qū)旺鴻路13-3號

